
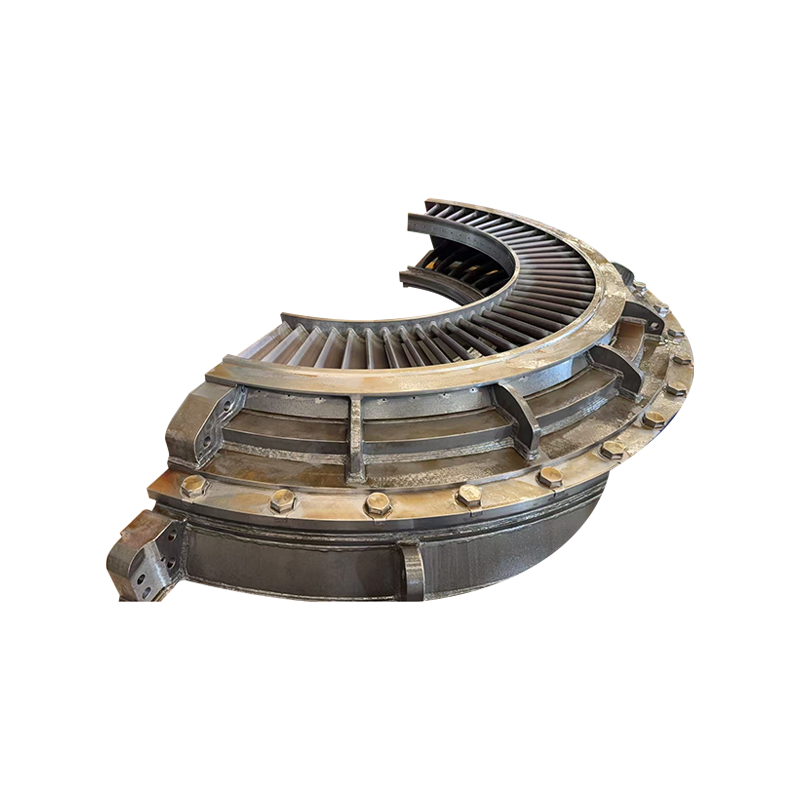
Turbin uap merupakan komponen penting dalam pembangkit listrik dan proses industri. Kinerja, efisiensi, dan keandalan turbin uap bergantung pada presisi dan ketahanan komponennya. Diantaranya, bagian struktural baja karbon dari diafragma turbin uap sangat penting. Komponen-komponen ini meliputi cincin dalam dan luar serta sudu-sudu stasioner yang memandu uap melalui turbin. Karena bahan-bahan tersebut beroperasi pada suhu tinggi, tekanan tinggi, dan tekanan mekanis yang kuat, memastikan kualitasnya selama produksi sangatlah penting.
Pengendalian kualitas dalam produksi diafragma turbin baja karbon melibatkan serangkaian tindakan yang mencakup pemilihan material, proses manufaktur, akurasi dimensi, sifat mekanik, dan inspeksi akhir. Tujuannya adalah untuk menghasilkan komponen yang memenuhi persyaratan kinerja dan keselamatan yang ketat sekaligus meminimalkan risiko kegagalan selama pengoperasian.
1. Seleksi dan Verifikasi Material
Langkah pertama dalam pengendalian kualitas adalah memilih baja karbon yang sesuai untuk komponen diafragma. Bahan tersebut harus memiliki kekuatan, kekakuan, dan ketahanan yang tinggi terhadap suhu tinggi dan korosi. Pemasok dievaluasi secara cermat, dan sertifikasi material diverifikasi untuk memastikan kepatuhan terhadap standar industri. Analisis komposisi kimia dilakukan untuk memastikan bahwa baja memenuhi spesifikasi yang disyaratkan. Hal ini mencakup pengujian kandungan karbon, unsur paduan, dan pengotor yang dapat mempengaruhi sifat mekanik.
2. Pemeriksaan Material Masuk
Setelah menerima baja karbon mentah, inspeksi menyeluruh dilakukan sebelum material tersebut memasuki produksi. Inspeksi visual memeriksa cacat permukaan seperti retak, inklusi, atau korosi. Metode pengujian non-destruktif, seperti pengujian ultrasonik atau inspeksi partikel magnetik, digunakan untuk mendeteksi kelemahan internal yang dapat membahayakan integritas komponen diafragma. Hanya material yang lulus inspeksi ini yang melanjutkan ke tahap pembuatan.
3. Kontrol Perlakuan Panas
Perlakuan panas adalah proses penting dalam meningkatkan sifat mekanik diafragma baja karbon. Proses seperti anil, normalisasi, quenching, dan tempering digunakan untuk mencapai kekerasan, ketangguhan, dan stabilitas dimensi yang diinginkan. Langkah-langkah pengendalian kualitas mencakup kontrol yang tepat terhadap suhu tungku, durasi pemanasan, dan laju pendinginan. Termokopel dan sensor suhu digunakan untuk memantau proses, memastikan perlakuan panas yang seragam di seluruh komponen. Inspeksi pasca perawatan memverifikasi bahwa sifat mekanik yang diinginkan telah tercapai.
4. Akurasi Pemesinan dan Inspeksi Dimensi
Diafragma turbin uap memerlukan dimensi yang sangat presisi untuk memastikan kesesuaian dan fungsi yang tepat. Proses pemesinan, termasuk pembubutan, penggilingan, dan penggilingan, diawasi secara ketat. Mesin CNC biasanya digunakan untuk mencapai toleransi yang ketat dan hasil yang konsisten. Tindakan pengendalian kualitas mencakup inspeksi dimensi dalam proses menggunakan mesin pengukur koordinat, mikrometer, dan kaliper. Pemeriksaan ini memastikan bahwa cincin bagian dalam dan luar, serta bilah stasioner, memenuhi spesifikasi desain. Setiap penyimpangan segera diperbaiki untuk mencegah cacat menyebar melalui proses produksi.
5. Profil Pisau dan Pemeriksaan Kualitas Permukaan
Bilah stasioner pada diafragma turbin sangat penting untuk mengarahkan aliran uap secara efisien. Profil blade harus sesuai dengan spesifikasi desain untuk mengoptimalkan konversi energi dan meminimalkan turbulensi. Kualitas permukaan juga penting untuk mencegah erosi dan mengurangi gesekan. Inspeksi blade melibatkan alat pengukuran presisi tinggi dan teknologi pemindaian optik untuk memverifikasi geometri dan penyelesaian permukaan. Inspeksi visual mengidentifikasi ketidaksempurnaan permukaan, seperti goresan atau duri, yang dapat mempengaruhi kinerja.
6. Kontrol Pengelasan dan Perakitan
Dalam beberapa desain diafragma, pengelasan diperlukan untuk memasang bilah stasioner ke cincin bagian dalam dan luar. Pengendalian mutu dalam pengelasan mencakup persiapan permukaan sambungan yang tepat, pemilihan bahan las yang sesuai, dan pengendalian parameter pengelasan yang tepat. Pengujian non-destruktif, seperti inspeksi radiografi atau pengujian ultrasonik, dilakukan untuk mendeteksi cacat internal, termasuk porositas, retakan, atau fusi tidak sempurna. Inspeksi perakitan memastikan bahwa bilah telah disejajarkan dengan benar dan terpasang dengan aman, menjaga integritas struktural diafragma.
7. Pengujian Komponen yang Tidak Merusak
Selain inspeksi pengelasan, pengujian non-destruktif diterapkan pada seluruh diafragma untuk memastikan keandalan. Pengujian ultrasonik, radiografi, inspeksi partikel magnetik, dan pengujian penetran pewarna biasanya digunakan. Metode ini mendeteksi kelemahan internal, retakan permukaan, dan ketidaksempurnaan lainnya yang dapat mengganggu kinerja. Pengujian non-destruktif sangat penting terutama untuk suku cadang yang beroperasi di bawah tekanan tinggi, karena cacat kecil sekalipun dapat menyebabkan kegagalan besar selama pengoperasian turbin.
8. Pengujian Sifat Mekanik
Pengujian sifat mekanis penting untuk memastikan bahwa diafragma baja karbon dapat menahan tekanan operasional. Pengujian seperti pengujian tarik, pengujian kekerasan, dan pengujian impak dilakukan pada bahan sampel dan komponen. Pengujian ini mengevaluasi kekuatan, ketangguhan, dan keuletan, memastikan bahwa diafragma memenuhi persyaratan desain. Komponen yang diberi perlakuan panas diuji ulang untuk memastikan bahwa proses perlakuan telah mencapai sifat yang diinginkan.
9. Evaluasi Ketahanan Korosi
Diafragma turbin uap terkena uap bersuhu tinggi, yang dapat mempercepat korosi. Langkah-langkah pengendalian kualitas mencakup pengujian ketahanan terhadap korosi, sering kali menggunakan uji semprotan garam atau simulasi korosi suhu tinggi. Perawatan pelapisan atau permukaan dapat diterapkan untuk meningkatkan ketahanan terhadap korosi, dan efektivitasnya diverifikasi melalui pengujian terkontrol. Langkah ini memastikan bahwa diafragma mempertahankan integritas struktural selama periode operasional yang lama.
10. Verifikasi Dimensi dan Fungsional Sebelum Pengiriman
Sebelum pengiriman, setiap diafragma menjalani pemeriksaan dimensi dan fungsional akhir. Pengukuran dibandingkan dengan spesifikasi desain, dan komponen diperiksa untuk perakitan yang benar, keselarasan blade, dan integritas struktural secara keseluruhan. Pengujian fungsional dapat mencakup pemeriksaan jarak bebas, pergerakan sudu jika memungkinkan, dan kesesuaian dengan bagian antarmuka turbin. Hanya komponen yang memenuhi semua spesifikasi yang disetujui untuk dikirim ke produsen turbin atau pembangkit listrik.
11. Dokumentasi dan Penelusuran
Aspek penting dari pengendalian kualitas adalah memelihara dokumentasi yang komprehensif. Setiap batch diafragma baja karbon disertai dengan catatan yang merinci sertifikasi material, hasil inspeksi, parameter perlakuan panas, toleransi pemesinan, laporan pengujian non-destruktif, dan data pengujian mekanis. Ketertelusuran memastikan bahwa setiap masalah yang teridentifikasi selama pengoperasian turbin dapat dikaitkan kembali dengan proses produksi tertentu, sehingga memungkinkan tindakan perbaikan dan perbaikan berkelanjutan.
12. Perbaikan Berkelanjutan dan Audit Proses
Kontrol kualitas tidak terbatas pada inspeksi individual. Program perbaikan berkelanjutan dan audit proses diterapkan untuk memantau konsistensi produksi dan mengidentifikasi peluang peningkatan. Metode pengendalian proses statistik menganalisis variasi parameter produksi, sementara audit internal memverifikasi kepatuhan terhadap standar kualitas. Umpan balik dari operator turbin juga dipertimbangkan untuk menyempurnakan proses produksi dan memastikan bahwa diafragma memenuhi persyaratan kinerja yang terus berkembang.
Kesimpulan
Produksi komponen struktural baja karbon untuk diafragma turbin uap memerlukan kontrol kualitas yang ketat di setiap tahap, mulai dari pemilihan material hingga inspeksi akhir. Memastikan bahwa komponen-komponen ini memiliki sifat mekanik, akurasi dimensi, ketahanan korosi, dan integritas struktural yang diperlukan sangat penting untuk pengoperasian turbin uap yang andal dan efisien. Dengan menerapkan langkah-langkah pengendalian kualitas yang komprehensif, produsen dapat mengurangi risiko kegagalan komponen, mengoptimalkan kinerja turbin, dan memperpanjang masa pakai komponen penting ini.
Melalui pemantauan material yang cermat, pemesinan presisi, perlakuan panas, pengujian non-destruktif, dan verifikasi akhir, diafragma baja karbon diproduksi untuk memenuhi standar ketat yang disyaratkan oleh turbin uap modern. Pengendalian mutu bukan sekadar formalitas prosedural; ini adalah proses penting yang memastikan keselamatan, keandalan, dan efisiensi operasional di salah satu lingkungan teknik yang paling menuntut.








